イタリアンスクーターのバイクカスタムマフラー販売 R-style
- Vespa GTS 300ie
- FUOCO 500ie
- derbi GP1 250
- derbi GP1 250i
- SACHS SPIDER 125
- NEXUS
- PEUGEOT JETFORCE125
- PIAGGIO MP3 400 FL/RL


モリヤス・アイアンワークス
580-0033
大阪府松原市天美南4-5-16
TEL 072-220-8386
FAX 072-220-9226
いろんなTIG溶接
一言で、tig溶接といっても色んな方法や、母材となる金属があります。
tig溶接は別名、アルゴン溶接とも言います。
これは、高温で溶けた金属が、空気中の酸素と結合するのを防ぐ為に、アルゴンという気体を使用するためです。(それ以外には、二酸化炭素を使用する、mig溶接などがあります。)
tig溶接は、私の知る限り、ほとんどの金属を溶接する事が出来ます。
私の仕事である、バイクのマフラーの製作では、鉄やステンレス、チタンやアルミを溶接します。
この中では、アルミのみ交流を用い、それ以外は直流で行ないます。
交流と直流の違いは、結構多くの他社さんのWebサイトで説明されていますので、ここでは、「共付け」(ともづけ)と「棒付け」(ぼうづけ)についてお話します。
簡単に言いますと、共付けは溶接棒を使用しない方法、棒付けは使用する方法です。
●共付け
共付けは、比較的溶接強度を必要としない部位で、母材同士を溶かして接合します。
溶接棒を使わないので平坦で美しい溶接面が得られます。
写真はチタンの溶接例です。パイプ部分は、精密に角度切りしたパイプを付き合わせて「共付け溶接」しています。
母材同士を溶け込ませて接合する為、溶接前の加工が悪くて隙間が空いていると、母材同士が溶け合わず、穴が開いてしまいます。
共付けは、溶接前の接合面の面合わせで溶接後のビードの美しさが決まるといっても過言ではありません。
同写真の、左のステー部は強度が必要な為、棒付けです。
このタイプの、溶接部が谷間になる部位(隅肉溶接といいます)の棒付けは、歪みが強く出るため注意が必要です。
また、こういった薄肉チタンの場合は、溶接面裏側にもアルゴンガスを流さないと、酸化して強度が下がりますし、美しい溶接は出来ません。
ちなみに、アルミは母材の溶け込みが浅く、また深く溶け込ませようとするとアルミの性質上、融点の低さから溶け落ちたり酸化して強度が下がるので共付けが出来ません。
●棒付け
強い強度が必要な場合や、表面に出る溶接痕(ビード)を削り落として仕上げする場合、または母材がアルミの場合などは、溶接棒を接合部に一緒に溶かし込む、「棒付け」を行なう必要があります。

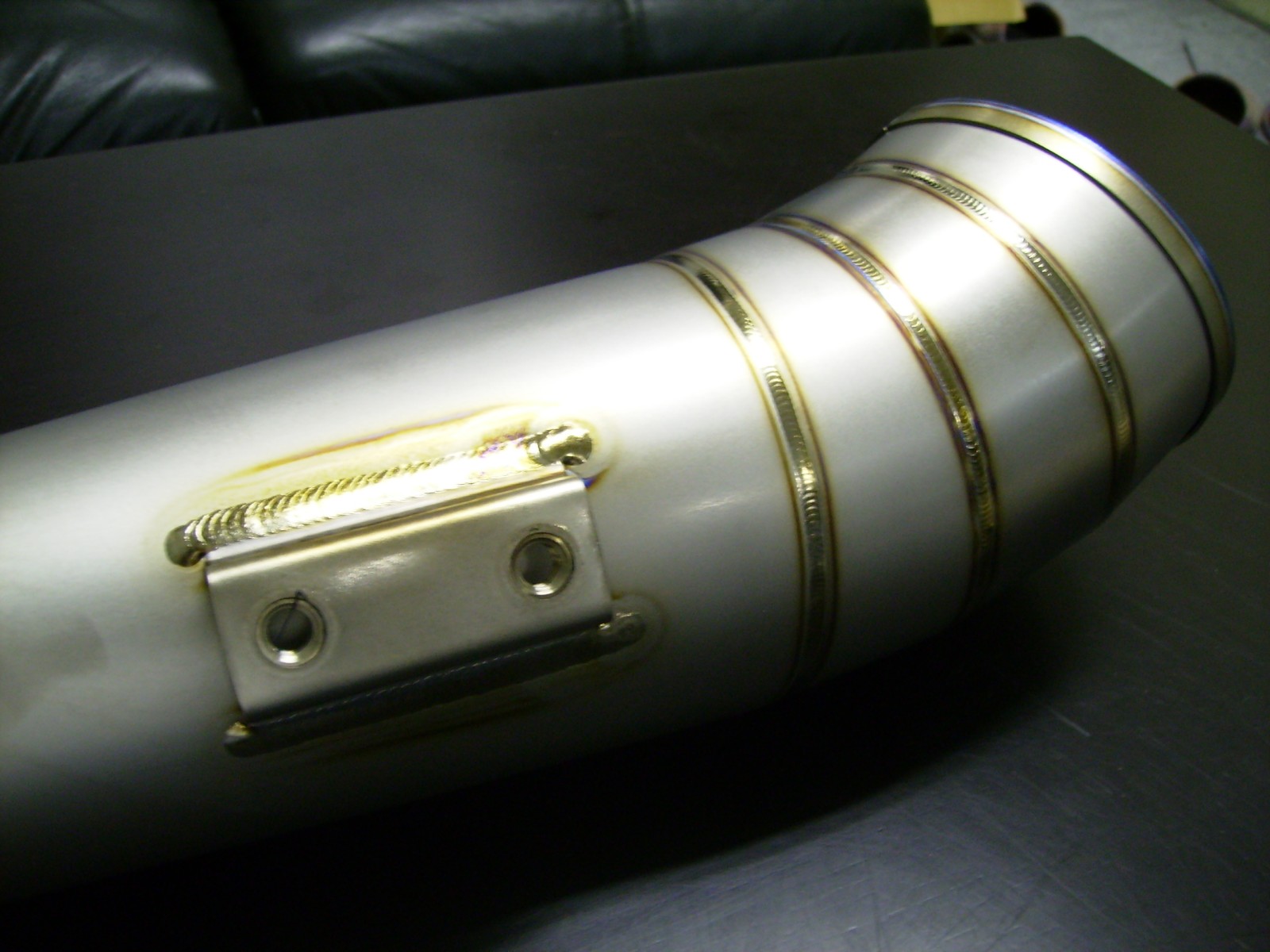
写真が、通常の突き合わせ棒付け溶接です。
ポジショナーという、溶接用の補助機材を使って均一なビードを出しています。
tig溶接は、スパッタ(溶接カス)が出ないので、マフラーのように美しさが要求される溶接には最適です。


これらの写真は、薄肉スチールに棒付けを施し、表面のビードを研磨した上で耐熱塗装を施しています。
このタイプの溶接は、溶接面裏側にしっかりと、表面のビードを落とした際に強度を保つ為、「裏波」を出しておく必要があります。
裏波とは、表から溶接棒を溶かし込んだ際に出来る、裏側のふくらみの事です。
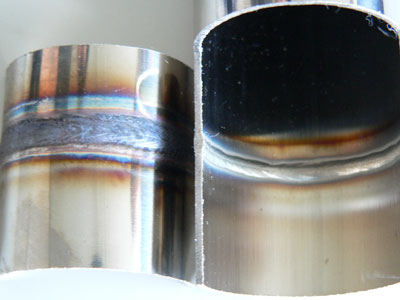
写真は、溶接したパイプをカットして裏波を見えるように撮影した物です。
裏波は膨らんでいて、表面はこの後仕上げの労力を少なくする為出来るだけ平らになる様に溶接されているのがおわかり頂けると思います。

写真はアルミダイカストにアルミを削りだしたパーツを棒付け溶接したものです。
ダイカストは元々、不純物や巣穴(溶けたアルミを型に流し込んで鋳造される際に空気が混ざって出来た空間)が多く、溶接するときにそれらとアルミが化学変化が起きてしまい、溶けたアルミが沸騰したり酸化して強度が弱くなったりするので難しい溶接です。
それを克服する為に、溶接前にその部位を削り取っておき、そこに純度の高い溶接棒を溶かして充填するという手法をとります。
私は昔、某国産メーカーの400ccのレーサーレプリカマシンに乗っていて、車の横っ腹に突っ込むという事故をした際、体の怪我はたいした事無かったのですが、メインフレームの同じような状況の溶接部位がパックリと割れ、車体が真っ二つになった経験があります。
いくらビードがきれいに出来ていても、強度が不足しているモノは溶接不良といえます。
tig溶接も優れた技術のR-styleマフラーですね。


Copyright (C) 2009-2026 harebareya All Rights Reserved.